





第五代大型钢板库代表企业以及技术特点
第五代大型钢板库又叫"沉降式完全出料防暴钢板库",由于采用了"沉降减压抗震建筑基础结构( 号6.4)" 、多功能锥形大型仓储库( 号7.6)等23项 技术,尤其是粉料储库完全出料系统、任意地质条件下的增加建筑基础承载力的结构、高纬度地区金属储库库壁降低疲劳度暴库的方法等关键技术的使用,提高了粉料储库的出料比率、提高了大型钢板库建筑基础承载力、把高纬度地区大型钢板库的使用寿命延长到理论设计年限。



钢板库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。



裕盛钢板仓有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 云南昆明【钢板库】、粮仓钢板仓、装配式储粮仓、玉米储存罐、镀锌装配式钢板仓、粮食储存罐产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。裕盛钢板仓有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。


3:出料系统
钢板库的出料系统主要由供气管道、排气管道、库内气化管道、气动扫料管道、螺旋出料机和出料通道六部分组成。
(1):钢板库的供气管道采用标准为DN250型无缝钢管,中心气化区的供气主管道布置在出料通道内,库边气化区的供气主管道布置在钢板库的库壁外。
(2):钢板库的排气管道采用标准为DN250型无缝钢管,其布置方式和供气主管道相同,排气分布管道和气化管道交替组合。
(3):钢板库的库体气化管道采用标准为DN250型无缝钢管,在钢管的外部有一层软金属管,在软金属管的外部有一层岩棉布管,气化管的排列方式为由库底中心呈环形向外扩展,其间距为50cm。环形气化管距库底的平行距离为30cm,它共有四个不同压力的区域组成。



钢板库作为一种新式的筒仓方式,通过30余年的开展,在全世界的到了遍及,广泛应用与粮食贮藏和运送的各个环节,成为粮食职业散装、散储的现代化标记。
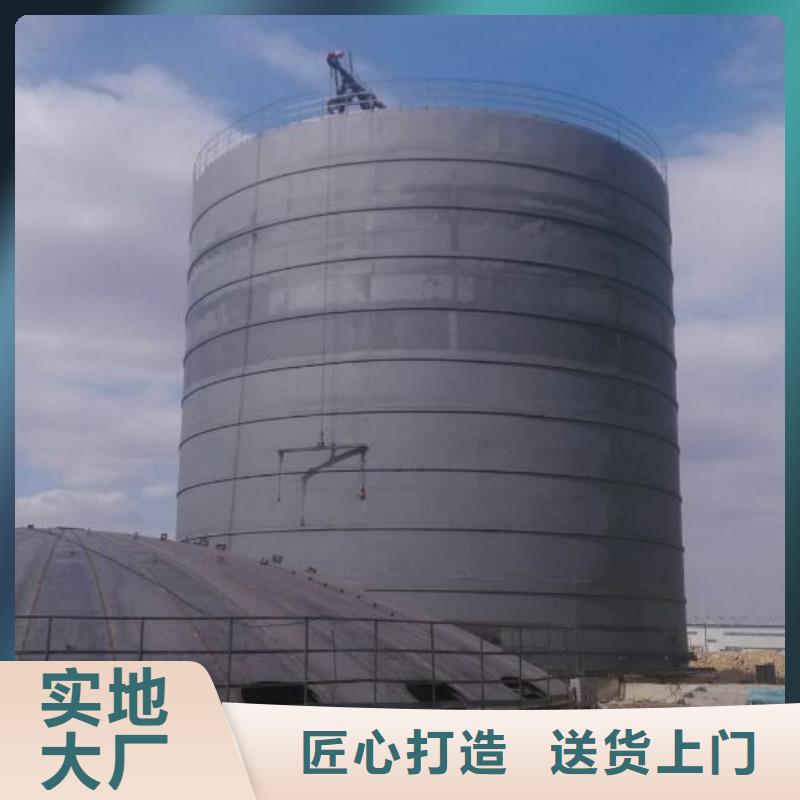
随着 环保政策的落实,存储粉状物料及骨料的钢板库工程越来越多,在库体施工采用电动导链或液压顶升的条件下,为保持库体成型美观,控制库体的变形就显得尤为重要。本人根据现场施工经验,浅谈一下库体变形的原因及控制的措施。
1、钢板库变形受侧压力的作用变形
2、昼夜温差比较大
3、水泥的膨胀系数和钢板的膨胀系数不一样。
5、钢板质量不达标。
