


联系我们

当前位置:
广硕橡塑制品有限公司 >孝义本地行业News
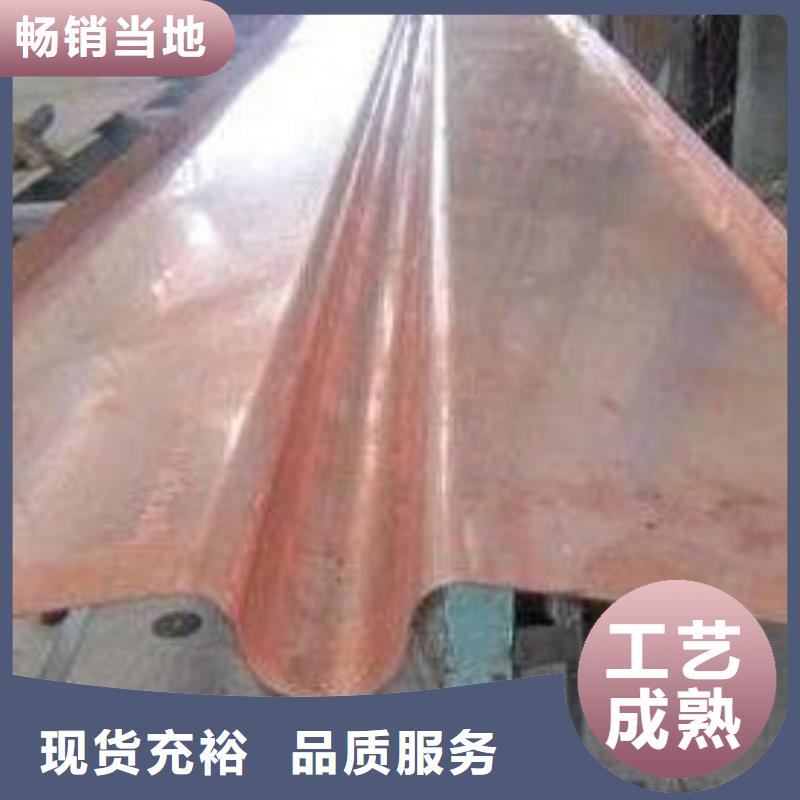
广硕紫铜止水产品案例
更新时间:2025-01-08 02:04:32 浏览次数:6 公司名称: 广硕橡塑制品有限公司
以下是:广硕紫铜止水产品案例的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 不限 |
| 运费说明 | 按距离 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 紫铜 |
| 牌号 | T2 |
| 厚度 | 1.0mm/1.2mm/1.5mm |
以下是:广硕紫铜止水产品案例的图文视频


广硕紫铜止水产品案例,广硕橡塑制品有限公司为您提供广硕紫铜止水产品案例产品案例,联系人:李经理,电话:18331833482、18331833482,QQ:2149993629,发货地:滨湖新区北田村发货到山西省 吕梁市 孝义市、离石区、文水县、交城县、兴县、临县、柳林县、石楼县、岚县、方山县、中阳县、交口县、汾阳市。 山西省,吕梁市,孝义市 孝义市,山西省辖县级市,由吕梁市代管,位于山西省腹地偏西,吕梁山脉中段东麓,太原盆地西南缘,地跨东经111°21′~111°56′、北纬36°56′30″~37°18′45″,北与汾阳市毗邻,西北与中阳县相依,西与交口县接壤,南与灵石县相连,东南与介休市隔汾河相望,市境总面积945.8平方千米,为温带季风气候,冬寒夏暑,四季分明。截至2022年末,全市下辖5个街道、8个镇、3个乡 ,截至2021年末,全市常住人口479074人。
想要了解广硕紫铜止水产品案例产品的魅力?视频为你揭晓答案!
以下是:广硕紫铜止水产品案例的图文介绍


长此以往镀铜扁钢的造价要比镀锌钢的单造价要低。防腐性能优异,使用年限长达40年。镀铜扁钢是由的电镀在低碳钢上电镀纯度为99.9%以上的电解铜而成,镀铜层各点厚度为0.254mm以上,具体应用:用于设备接地引下线、地网水平接地导体、电缆沟及杆塔水平接地导体,布线整齐方便。
折叠防腐性能优良材料表明铜层较厚且为99.99%的电解铜分子,平均厚度大于0.25mm,因而耐腐蚀性强,使用寿命长达50年以上。折叠导电性能更佳由于表层铜层由99.99%的电解铜分子组成,因而具有优良的导电性能,自身电阻远远低于常规材料。
镀铜钢是一种新型双金属复合材料,它既有钢的高强度,优异的弹性,较大的热阻和高导磁性,又有铜较好的导电性能和优良的抗腐蚀性能,市面上的镀铜钢产品,一般有三种工艺,一种是电镀,一种是包铜,还有一种是水平连铸,水平连铸成本非常高,一般用于接地的镀铜钢产品都不采用这种工艺。
折叠防腐性能优良材料表明铜层较厚且为99.99%的电解铜分子,平均厚度大于0.25mm,因而耐腐蚀性强,使用寿命长达50年以上。折叠导电性能更佳由于表层铜层由99.99%的电解铜分子组成,因而具有优良的导电性能,自身电阻远远低于常规材料。
镀铜钢是一种新型双金属复合材料,它既有钢的高强度,优异的弹性,较大的热阻和高导磁性,又有铜较好的导电性能和优良的抗腐蚀性能,市面上的镀铜钢产品,一般有三种工艺,一种是电镀,一种是包铜,还有一种是水平连铸,水平连铸成本非常高,一般用于接地的镀铜钢产品都不采用这种工艺。



想要保证涂装能够顺利进行,不仅要根据涂装产品的膜厚,还要根据不同的铝板体系,将涂装设定在一定的粘度范围内,才可以产品质量。是国内成立较早的铝板厂家,主营:高精超平铝板,氧化铝板、6061铝板、5083铝板、6082铝板等各牌 铝板。
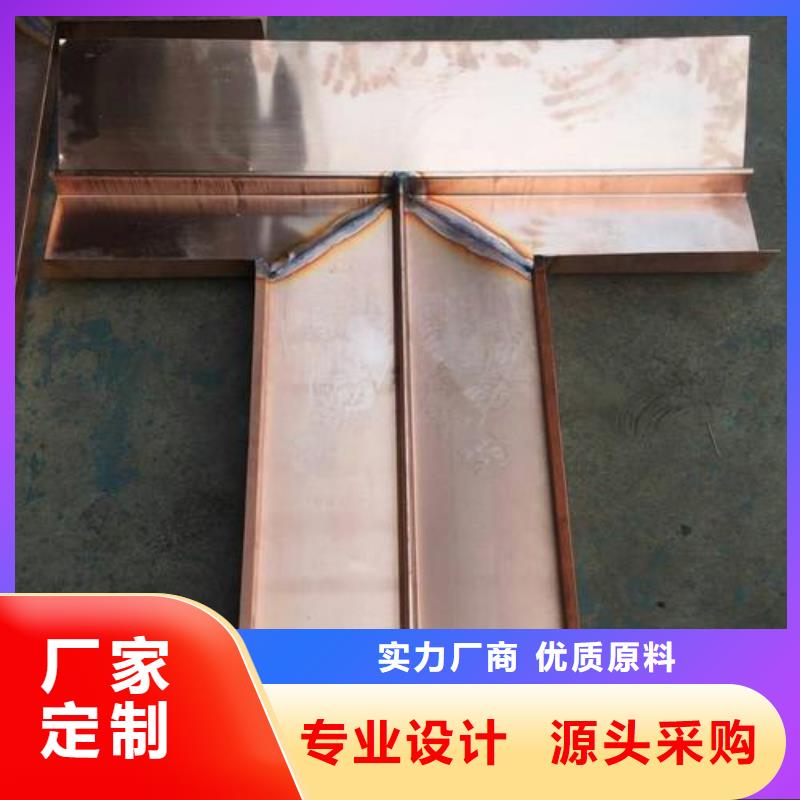
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
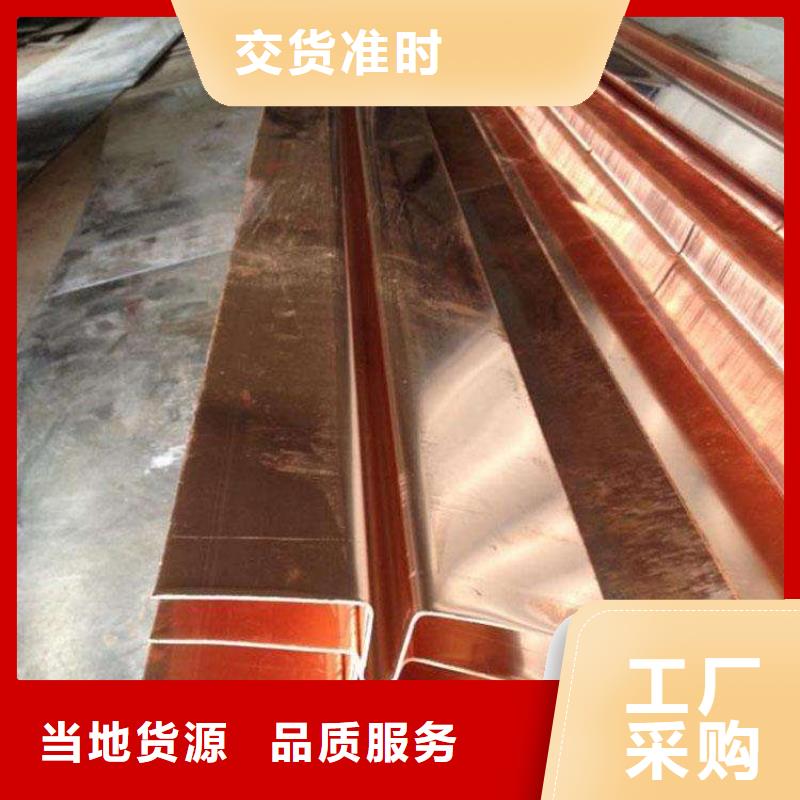
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。
1.紫铜止水板的气焊将紫铜止水板接头对接,搭接接头和丁字接头尽量少采用。气焊可采用两种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。
2.紫铜止水板的手工电弧焊采用紫铜焊条铜107,焊芯为紫铜(T2、T3)。焊前应清理焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃左右。用铜107焊条焊接,电源应采用直流反接。焊接时应当用短弧,焊条不宜作横向摆动。
焊条作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必须层间的熔渣。焊接应在通风良好的场所进行,以防止铜中现象。焊后应用平头锤敲击焊缝,应力和改善焊缝质量。
3.紫铜止水板的手工氩弧焊采用的焊丝有丝201(紫铜焊丝)和丝202,也采用紫铜丝,如T2。焊前应对工件焊接边缘和焊丝表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。


广硕橡塑制品有限公司坐落于滨湖新区北田村。生产的主要产品有: 吕梁孝义背贴式橡胶止水带等。 诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。竭诚欢迎广大客户前来参观指导、协商洽谈!




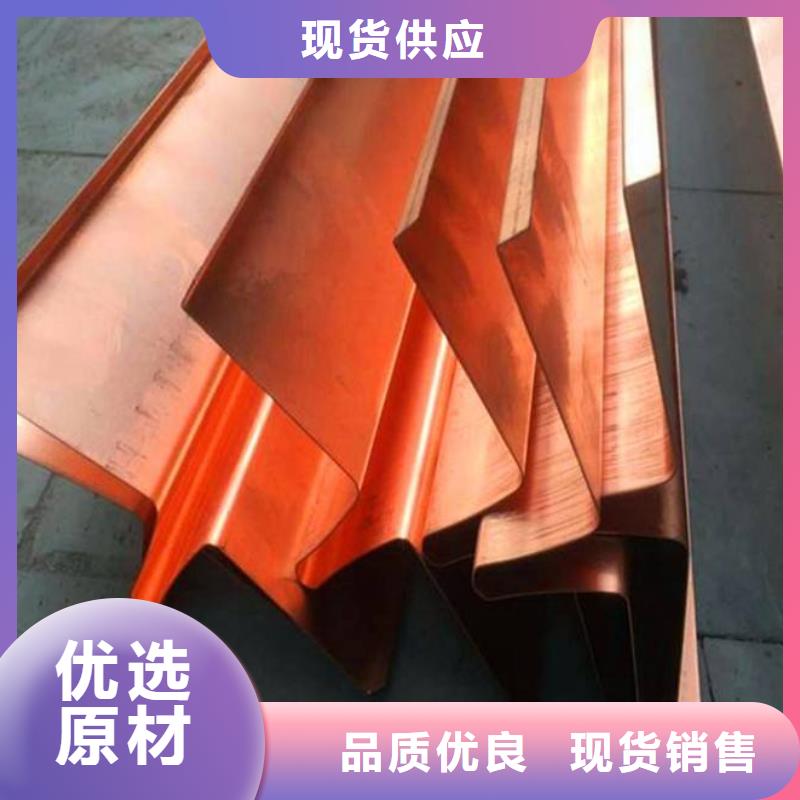
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在包塑紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。包塑紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。如何让包塑紫铜管延长使用寿命,以包塑紫铜管换热器为例子,一般的换热器使用时间为2个月。让包塑紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
因为引杆的使用周期相对长的情况下,容易产生变形,引锭头5容易弄坏包塑紫铜管外弧面下端口。导向辊不及时更换或调易使得包塑紫铜管排磨损。包塑紫铜管钎焊在选择钎料上必须要满足间隙接头性能和钎焊工艺的要求。


广硕紫铜止水产品案例_广硕橡塑制品有限公司,固定电话:18331833482,移动电话:18331833482,联系人:李经理,QQ:2149993629,滨湖新区北田村 发货到 吕梁市孝义市。